一、概述
在圆管带式输送机的运行过程中,经常会出现输送带扭转现象,其产生的主要原因有以下几方面:
1、刚投入使用的新输送带受到的阻力较大,运行状态不稳定;
2、由于长时间使用,机械部分产生变形、磨损、或输送带搭接部位磨偏;
3、多边形托辊组及其支撑构件的制造或安装精度不够;
4、在曲线段的圆管输送带变形;
5、输送带的厚度、弹性、刚性和硬度等不均匀;
6、圆管输送带中的物料加载不对中;
7、托辊磨偏等等。
圆管形输送带在扭转严重时,会发生许多意外情况,例如:
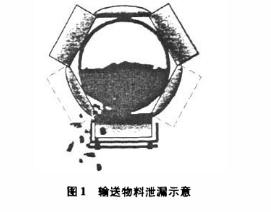
1、输送物料泄漏(见图1);
2、加速输送带和托辊的磨损;
3、消耗功率增加;
4、输送带边缘插入多边形托辊组托辊间的缝隙中,或被结构架及导料槽等卡住,造成输送带撕裂或结构架损坏等。因此,对扭转圆管形输送带进行调整是十分必要的。
当然,在正常输送状态下,输送带没有扭转是不可能的,因此允许有较小角度的扭转。
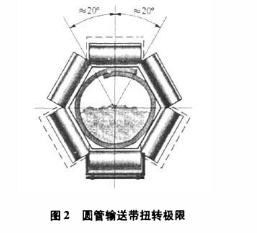
可能的,因此允许有较小角度的扭转。一旦输送机启动,必须以输送机的结构为参照物监视输送带的搭接处,监测输送机头尾滚筒上输送带的对中情况,要是输送带的搭接位置相对于结构架顺时针或逆时针扭转20°(见图2),就必须对输送带进行调整。笔者建议,在任何情况下都不允许输送带的搭接位置相对于结构架的扭转角度超过30°。
调整输送机靠近头尾过渡段的圆管形输送带的扭转显得特别重要,因为这两处输送带的扭转将引起输送带在绕出滚筒时产生严重跑偏,从而导致许多意想不到的事故发生。完全没有跑偏即没有扭转的理想状态是很少的,因此,圆管带式输送机的滚筒长度通常较通用带式输送机的长。
但是,对于较长输送距离的圆管带式输送机来说,距头尾过渡段较远处的圆管形输送带的扭转状态可以根据实际情况进行调整,如果搭接密封能保证物料不泄漏,并且能维持正常的运行状态前进,到头尾过渡段时又能恢复到要求的对中状态,保证跑偏量在正常范围之内,则该段圆管形输送带在运行过程中的扭转可以顺其自然,不必采取特别的调整措施。
二、调整圆管形输送带扭转的原理及方法
1、纠扭原理
参照通用带式输送机的纠偏原理,圆管形输送带的扭转可以在输送带的边缘进行强制纠扭,也可以利用与前倾托辊同理的纠扭方法进行调整。圆管形输送带的纠扭原理如图3所示,纠扭托辊组的各零件结构及其位置关系如图4所示。
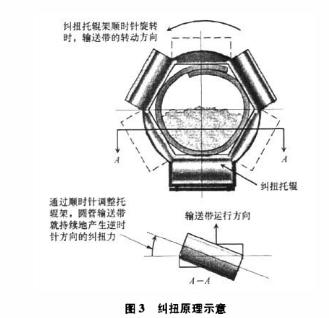
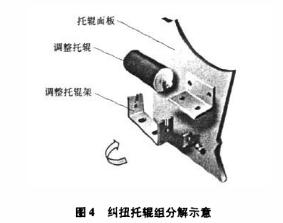
纠扭原理是通过顺时针或逆时针调整托辊的转角,使圆管输送带受到持续的逆时针或顺时针方向的纠扭力作用,从而将扭转的输送带调整到正常运行状态。通常把纠扭托辊设置在随受较大压力的多边形托辊的下托辊处,并建议对纠扭托辊的外表面进行处理,例如设置沟槽和包胶等措施,以增加纠扭托辊与输送带间的摩擦力。
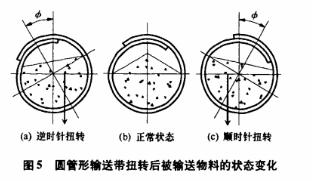
圆管形输送带扭转后被输送物料的状态变化情况如图5所示,较小角度扭转后的输送带在物料重心的作用下也有恢复的趋势。
2、纠扭方法
调整圆管形输送带扭转的方法主要分手动调整和自动调整两种。
(1)、手动纠扭
调整托辊倾角纠偏可以通过调整螺母和调整垫片两种方法来进行,如图6所示。根据需要,先选定需要调整的托辊,松动其紧固螺母,再调节螺母或把垫片垫到紧固螺母下拧紧,则该托辊就变成“前倾托辊”,起到纠扭托辊的作用。此方法的调整构件结构简单、成本低、使用灵活、简单实用,但要求操作工有较丰富的操作经验。
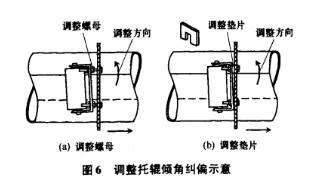
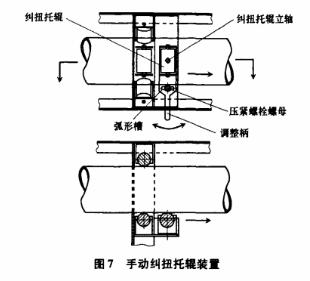
图7为一种手动纠扭托辊装置。为了方便操作,该纠扭托辊装置一般安装在多边形托辊及其面板前,绕其立轴旋转。操作人员通过调整柄旋转调整托辊到达适当的位置,再拧紧压紧螺母固定其位置,使纠扭托辊对圆管输送带持续施加纠扭力,以达到纠扭目的。
(2)、自动纠扭
对于长距离输送的圆管带式输送机来说,只靠操作人员的手动调整圆管形输送带的扭转是远远不够的,必须采取自动纠扭方法,以保证输送机的正常运行。下面介绍几种自动纠扭的调整方案。
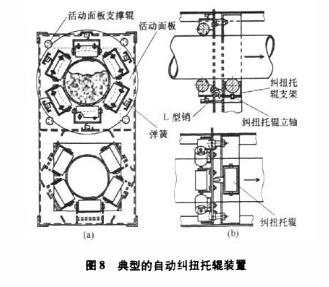
A、典型的自动纠扭托装置
典型的自动纠扭托辊装置如图8所示。六边形托辊组安装在一块可以沿支撑辊转动的活动面板上,面板上的弹簧起到使托辊压紧输送带的作用,见图8(a)。当输送带发生扭转时,活动面板也随之转动,且通过L形销带动纠扭托辊支架绕其立轴旋转,见图8(b),使纠扭托辊与输送带运行方向成一定角度旋转,对输送带产生与扭转方向相反的纠扭力,逐步调整输送带的运行状态,使其恢复到正常状态。
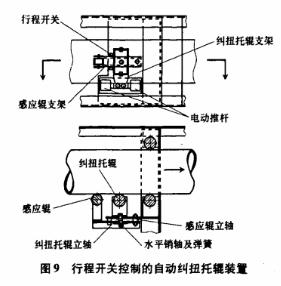
B、行程开关控制的自动纠扭托辊装置
图9所示为采用行程开关控制启动电动推杆操作的自动纠扭托装置。当输送带发生扭转,感应辊就会绕其立轴随着移动,水平销轴及弹簧起到使感应辊压紧输送带以增强摩擦力的作用;扭转到一定角度时,感应辊支架就触动行程开关启动电动推杆,电动推杆则通过纠扭托辊支架带动纠扭托辊绕其立轴转动,使其旋转方向与输送带的运行方向成一定角度,并对输送带产生纠扭力,以达到调整输送带运行状态的目的。
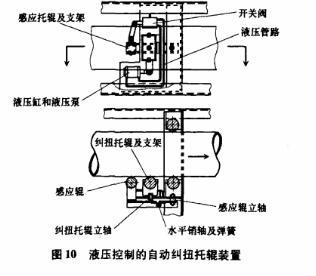
C、液压控制的自动纠扭托辊装置
图10所示的是一种采用液压控制的自动纠扭托辊装置。感应托辊在扭转后的输送带的带动下、触动开关阀启动液压泵带动液压缸工作,液压缸则带动纠扭托辊,转动到与输送带运行方向成一定角度的位置,产生阻止输送带继续扭转的纠扭力。
需要注意的是,如果采用自动纠扭方法来调整圆管形输送带的运行状态,则首先要保证在输送带运行前,把各个自动纠扭托辊装置安装在适当合理的位置上,并在调试阶段不断地进修正,否则不但不能起到纠扭作用,反而会加剧输送带扭转。实际使用中可以采用多种纠扭方法组合运用,以期达到较好的运行效果。
三、圆管带式输送机的运行及维护
1、输送带接头
圆管带式输送机使用的输送带接头推荐采用硫化方法,但也可采用冷黏结时应特别注意以下几点。
(1)、适当增加接头的黏结面积,以确保接头处的强度。
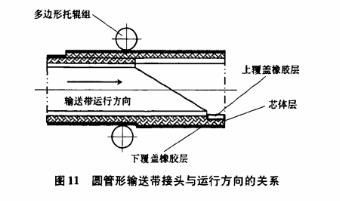
(2)、确定接头的搭接方向时,应考虑运行时多边形托辊对输送带接头处的摩擦,避免多边形托组对接头黏结处的冲击作用,防止接头黏结处被剥离,输送带接头与运行方向的关系见图11。
(3)、选用优质橡胶黏结剂。
(4)、尽量避免割伤输送带芯,以保证其黏结强度。
(5)、应在不受力的情况下静置8H以上,以确保接头达到使用强度。
2、输送带搭接方向调换
输送带搭接方向的频繁调换一般是因压带托辊的位置安装不正确引起的,推荐压带托辊的位置应如图12所示,也可根据实际情况进行调整。
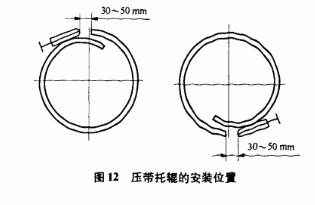
运行中输送带搭接方向的调换常会导致托辊架变形,严重时会导致输送带损坏。另外,输送带的跑偏和扭曲也会导致压带托辊失效,从而使搭接方向调换,此时应及时调整输送带的跑偏和扭曲。
3、托辊的安装
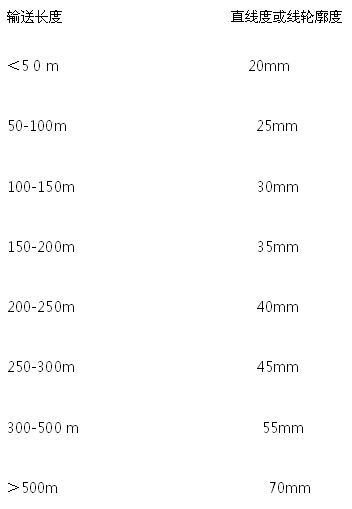
托辊对齐和适当的加载对圆管带式输送机的稳定和导向起关键作用。在一台通用带式输送机结构中,托辊支架在水平和垂真面内对齐,对于正确导向输送带,完成运行非常重要,并采用调心托辊来调整不正确的导向或输送带跑偏。按JB/T10380-2002《圆管带式输送机》(目前该标准正在修订中,相关数据以修订后的规定为准,本文数据仅供参考)的相关规定,在整机全长范围内,承载段的直线部分托辊组中心连线的直线度和曲线部分的线轮廓度应符合如下规定:
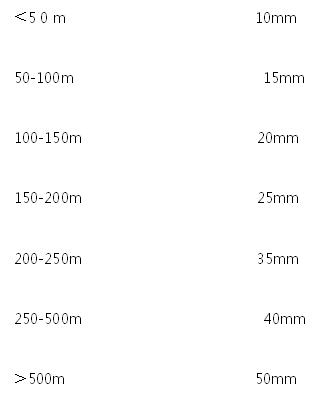
沿输送方向支撑框支架的金属结构的中心连线的直线度和曲线部分的线轮廓应符合如下规定:
托辊组内表面(与输送带接触)应位于同一平面(水平面或倾斜面)或同一公共半径的弧面上,其相邻三组辊子内表面的高低差不得超过2.0 mm。
由于圆管形输送带由周围各侧的PSK托辊导向,可以顺利通过弯曲处并克服输送带中心跑偏的问题。在圆管带式输送机运行过程中仍可以调整托辊,使输送带的搭接部分在承载侧尽量处于上方。然而,事实上主要使输送带稳定并保持其搭接部分处于或接近于上方位置的是所输送物料的重力。物料的横截面积占圆管输送带面积的75%,其重心使输送带保持适当的动态性能。
在回程或空载侧,输送带的搭接部分位于圆管形输送带的下方,使其在回程中保持适当的动态性能。
4、加载
均匀给料对圆管带式输送机的稳定运行和导向非常重要,因此,推荐加载时使用带式给料机或振动给料机(可提代稳定均匀的物流)。假如不能稳定均匀地给料,则需安装物料横断面监测器和圆管带式带式输送机调速驱动装置。横断面监测器在加料处对物料载荷进行监测,并发出信号改变输送带速度,从而始终保持物料的横截面积一致。
大块物料或硬物的进入对于圆管带式输送机来说是致命的,常会导致输送机卡死或托辊损坏,严重时会划伤整条输送带。为此,在输送机尾部加料处增加一个筛网,可有效地避免大块物料或硬物进入输送带。
在圆管带式输送机运行之前和运行过程中,必须对其进行检查和监测。建议在其运行时每天目检两次,并在卸载处进行详细的检查。
5、输送带运行状态的调整
为了防止输送带被结构架或导料槽等卡住,损坏输送带和结构架,必须对输送带进行调整。调整输送带的主要目的,是防止所输送的物料在输送过程中由于搭接位置不正确而沿输送带的对中及适应情况。在开始调整检查时,即在输送机配套安装第一条输送带及随后更换新输送带时,在所有相关部件完成后,必须启动输送机,作为每次例行安装检查的最后一项环节。空载启动输送机时也必须派人沿输送机全长对其进行监测。
调整输送带最好是单独进行,尤其是对较长输送距离的输送机,可以省去重复调整托辊的工作。另外,调整工作应该从输送机尾部的滚筒开始,沿着加料段、承载段,到输送机头部,使输送带展平,顺畅地通过传动滚筒。再沿着回程段通过拉紧装置反回尾部滚筒,为了调整输送带,每个安装托辊组的托辊面板上都设有两个纠扭托辊,分别位于承载段和回程段。纠扭托辊通常位于六边形托与输送带搭接处相对的底部,输送机通过水平弯曲段的时候,纠扭托辊通常向弯曲半径的内侧偏斜。
对输送带进行调整时,首先要确定输送带的搭接部分是需要顺时针还是逆时针旋转,才能使其调整到多边形托辊组的顶部(承载分支)或底部(回程分支);再确定需要调整的托辊面板及其托辊的位置,因此,要先找到输送带发生扭转的源头,并从该处的托开始调整。确定需要调整的托辊架后,必须先松开其固定螺母,使托辊架能够转动,再将托辊架转到正确的方向。调整的量要小些,一次调整3-4组相邻的托,观察约5分钟,等这调整产生作用后再作进一步调整。并在调整过程的托辊面板上标注记号作参考。
在调整过程中,当输送带在托辊面板中运行时,应先半载输送,再满载试验。而且,调整完成后所有调整过的托辊架必须重新紧固。如果发现调整了一系列托辊后输送带的扭转还没有改善,则应把已调整的托辊复位,然后再进行下一系列的托调整。这样,就可以得到一种有效、系统的纠扭方法。
另外,实践表明,六边形托辊组中的斜托辊不仅能起到支撑载荷的作用,而且通过调节其前倾位置,还能用来调整输送带的运行,即可以用来调整输送带的扭转,当然,也会增加一定的功率消耗。在输送带的调整过程 中,可以将调节纠扭托辊和斜托辊的方法综俣运用,以取得较好的效果。
6、弯曲段
在输送机的弯曲段经常会出现折曲现象,见图13(a),不仅使输送带变形,加剧扭转,还增加了运行阻力和功耗。因此,需要采用图13(b)、(c)所示的托辊布置,对弯曲段输送带进行导向。
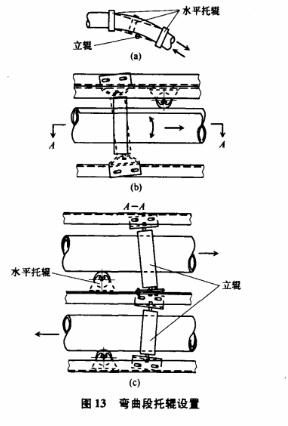
图13中,水平托辊和立辊可以被调整为倾斜状态,就像前述的纠扭托辊一样,对输送带的扭转起到纠正作用。
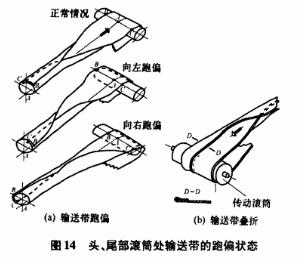
7、头部和尾部
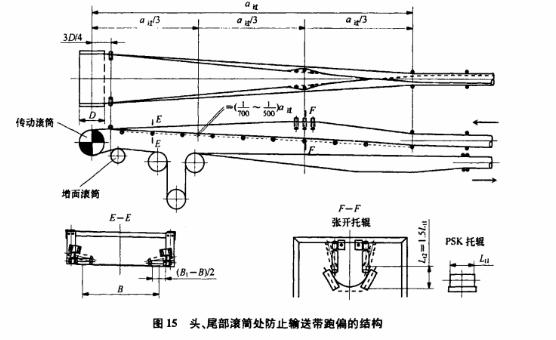
一般情况汇报下,输送带在输送机头部和尾部跑偏较小时,可通过调整尾部滚筒、槽形托组、改向滚筒组的偏斜角来解决,其调整方法和传统带式输送机的相同。但是,如果出现跑偏较大的情况,见图14(a),输送带在滚筒上缠绕时就可能出现叠折现象,见图14(b),不仅影响输送机的正常运行,还会损坏输送带,甚至造成大的损失。因此,必须采取一定的措施防止此类情况发生,图15推荐了一种头、尾部滚筒防止输送带跑偏的结构。另外,输送带具有跑合的性质,经过一段时间的跑合,输送带就会在某种特定的约束下显示出固定的运行特性,只要这种特定的约束没有较大的改变,圆管带式输送机就会维持现有的运行状态不变。
8、中间加载
长距离圆管带式输送机的中间加载是实际应用中经常会需要的,但是,由于受圆管形输送带结构的限制,必须将封闭的圆管形输送带打开才能进行加载。加载最好配备加料设备以控制加料量,并保证加料的对中性和均匀性,且必须重视防止输送带扭转。
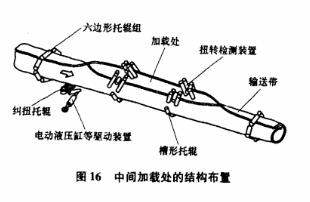
图16所示为中间加载处的结构布置情况,其配套措施如图17所示。中间加载处的配套措施主要有:
(1)、扭转检测装置,由四个夹和一个导辊组成,见图17(a)、(b);
(2)、扭转调整装置,由电动液压缸等驱动装置和纠扭托辊等组成,见图17(c)。
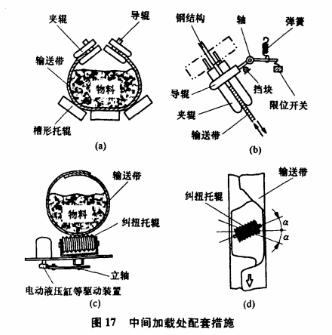
夹辊将打开的输送带的边缘夹住,导辊起限位和启动纠扭装置的作用。跑偏较小或没有跑偏的情况下,导辊位置保持在挡块所限的一定范围内,纠扭托辊的轴线与输送带的轴线垂直,纠扭装置不起作用,当输送带的扭转超过要求时,限位开关就发出调整信号给控制系统,控制系统给出纠扭托辊所需的调整角a,电动液压缸等驱动装置启动,将纠扭托辊转动至所要求的位置,对扭转的输送带进行调整,直至其恢复正常,见图17(d)。当然,还需配套其他措施,才能较好地达到可以对圆管带式输送机进行中间加载的目的。
面对我国如火如荼的圆管带式输送机应用浪潮,正确和有效地调整与维护圆管带式输送机,对其优点的充分发挥起着十分重要的作用。根据圆管带式输送机的结构和使用特点,笔者提出了部分方法和建议,目的是为设计、选用和使用圆管带式输送机的广大读者提供一些思路和方法。特别指出的是,文中介绍的一些方法已经获得专利授权,请在选择相关方法和措施时注意。
|